

Khái niệm sơn tĩnh điện
Sơn tĩnh điện là công nghệ sử dụng nguyên lý điện từ để màng sơn bám dính tốt hơn vào bề mặt kim loại được sơn. Công nghệ này chỉ thích hợp cho các vật liệu kim loại có tính dẫn điện như sắt, thép.
Sơn tĩnh điện kim loại được thực hiện bằng cách cho bột sơn mang điện tích dương, còn bề mặt kim loại mang điện tích âm. Khi sơn, các điện tích dương (+) gặp điện tích âm (-) sẽ liên kế vào với nhau theo nguyên lý dòng điện khiến lớp sơn gắn chặt, đồng đều khắp bề mặt kim loại.
Do đó, chất lượng lớp sơn tĩnh điện sẽ tốt hơn các công nghệ sơn thủ công thông thường.

Ứng dụng
- Khung cửa sổ
- Bàn
- Kệ, tủ
- Kệ bếp
- Khung võng
- Cổng, hàng rào
- Dây chuyển sản xuất, máy móc
- ……………

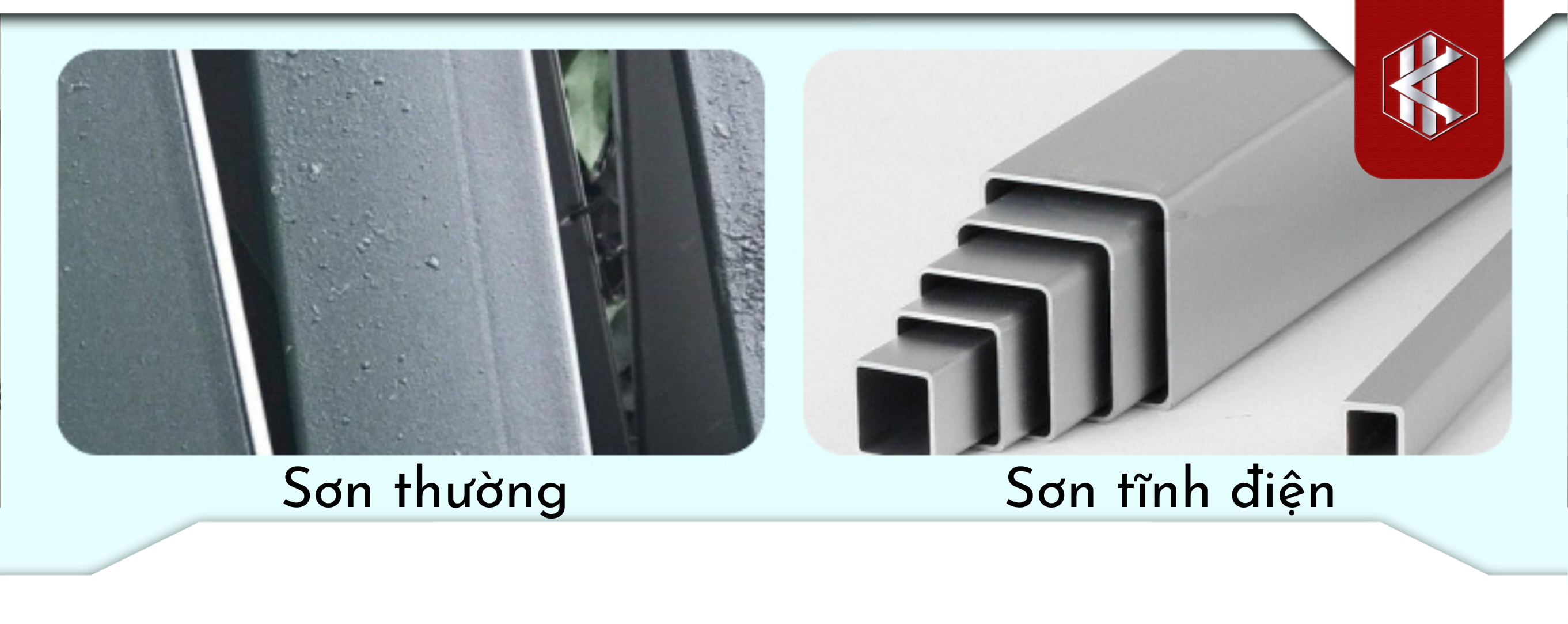
Phân biệt
|
Sơn tĩnh điện |
Sơn thường/sơn nước |
|
|
Lợi ích
- Khả năng bám dính tốt, phủ đều khắp bề mặt kim loại
- Lớp sơn không bị bong, tróc sau thời gian dài sử dụng
- Lớp sơn còn không bị ăn mòn bởi các hóa chất oxy hóa, bảo vệ bề mặt kim loại an toàn, tăng tuổi thọ và độ bóng cho sản phẩm.
- Màu sắc đa dạng, bền, đẹp, độ bóng cao → Tính thẩm mỹ cao, không gây ảnh hưởng đến sức khỏe, mang lại sự an tâm, thoải mái khi sử dụng.
- Với độ bền cao, sơn tĩnh điện còn giúp tăng vòng đời của sản phẩm → Góp phần bảo vệ môi trường.
- Dễ dàng vệ sinh sản phẩm
- Tiết kiệm chi phí nhân công
- Có thể thu hồi tái sử dụng lại
Phân loại
Có 2 hình thức sơn tĩnh điện là dạng khô và dạng ướt. Sơn tĩnh điện dạng khô (sơn bột) hay sơn bột tĩnh điện là công nghệ sơn rất phổ biến do nó có nhiều ưu điểm vượt trội so với sơn tĩnh điện ướt (sử dụng dung môi) và hình thức sơn truyền thống.
Quy trình sơn
Đối với mọi hệ thống, lò xưởng sơn tĩnh điện từ thủ công dân dụng đến bán tự động và tự động thì đều phải trải qua 4 quy trình sau:
Bước 1. Xử lý bề mặt
Mục đích của việc xử lý bề mặt là giúp bề mặt sản phẩm đạt được các tiêu chí:
- Sạch dầu mỡ (phát sinh trong quá trình gia công cơ khí và chế tạo phôi)
- Sạch rỉ sét, bụi bẩn, tạp chất… (thường phát sinh trong quá trình bảo quản, vận chuyển…)
- Sạch lớp sơn cũ để sơn lại
- Chống rỉ sét trở lại trong khi chờ sơn
- Tạo lớp bám dính tốt cho màng sơn, tăng hiệu quả bền uốn, va đập
Để thực hiện quá trình này thì có thể sử dụng các phương pháp hóa học (xử lý bằng hóa chất) và cơ học (phun cát để xử lý bề mặt). Việc lựa chọn phương pháp phụ thuộc vào kích thước, tính chất vật liệu, loại tạp chất cần loại bỏ, yêu cầu bề mặt cần xử lý.
Tùy từng loại sản phẩm mà cần có cách xử lý bề mặt phù hợp để tiết kiệm chi phí, bảo vệ môi trường và sức khỏe. Tuy nhiên với các hệ thống sơn tĩnh điện bán tự động và tự động thì phương pháp Xử lý bề mặt bằng hóa chất thường được sử dụng.
Bước 2. Sấy khô
Sản phẩm sau khi xử lý bề mặt còn ướt nên cần được làm khô để đảm bảo chất lượng lớp sơn bằng cách
- Phơi nắng
- Dùng quạt để thổi khô
- Sấy khô bằng lò (thủ công hoặc tự động)

Bước 3. Phun sơn
Mục đích của việc phun sơn:
- Tạo nên 1 lớp bột phủ có độ bám dính cao
- Lớp bột phủ đồng đều trên mọi ngóc ngách bề mặt sản phẩm
Cách thực hiện:
Súng phun sơn tĩnh điện sẽ tích điện dương (+) cho bột sơn sau đó sẽ phun lên bề mặt sản phẩm đã được tích điện âm (-). Do điện tích trái dấu nên sơn sẽ bám rất chắc trên sản phẩm.
Để thực hiện quá trình này chúng ta cần:
- Súng phun sơn bột tĩnh điện chuyên dụng
- Buồng phun giúp quá trình sơn diễn ra đúng tiêu chuẩn, tránh phát tán bột sơn ra môi trường. Buồng phun còn giúp dễ dàng thu hồi sơn dư thừa để tái sử dụng.Có 2 loại buồng phun để sơn sản phẩm:
- Buồng phun đơn: vật được treo vào buồng và sử dụng 1 súng phun
- Buồng phun đôi hay buồng phun đối xứng: sản phẩm di chuyển trên băng tải, sử dụng 2 súng phun cùng với hệ thống thu hồi bột sơn
Bước 4. Sấy Sơn
Sau khi phun bột sơn xong, sản phẩm được đem đi sấy tại lò sấy sơn.
Bột sơn sẽ nóng chảy ở khoảng 150 độ C và được giữ ở 200 độ C trong tối thiểu 10 – 15 phút. Nhiệt độ và thời gian chính xác khi sấy phụ thuộc vào độ của vật liệu, yêu cầu của nhà sản xuất bột sơn
Mục tiêu của bước này là
- Hình thành lớp sơn với độ bền, độ bám dính cực cao
- Lớp sơn phải đạt được màu sắc cũng như hiệu ứng bề mặt đúng như nhà sản xuất bột sơn đề cập
Hiện nay có 3 dây chuyền chủ yếu mà các nhà xưởng nhận gia công sơn tĩnh điện hay áp dụng bao gồm: hệ thống sơn tĩnh điện tự động, bán tự động và thủ công. Trong đó hệ thống sơn tĩnh điện bán tự động là phổ biến nhất.
Xem thêm
>> Các sản phẩm nội thất thẩm mỹ